Типы шлангов ПВХ армированных нитью, выпускаемых на этой линии
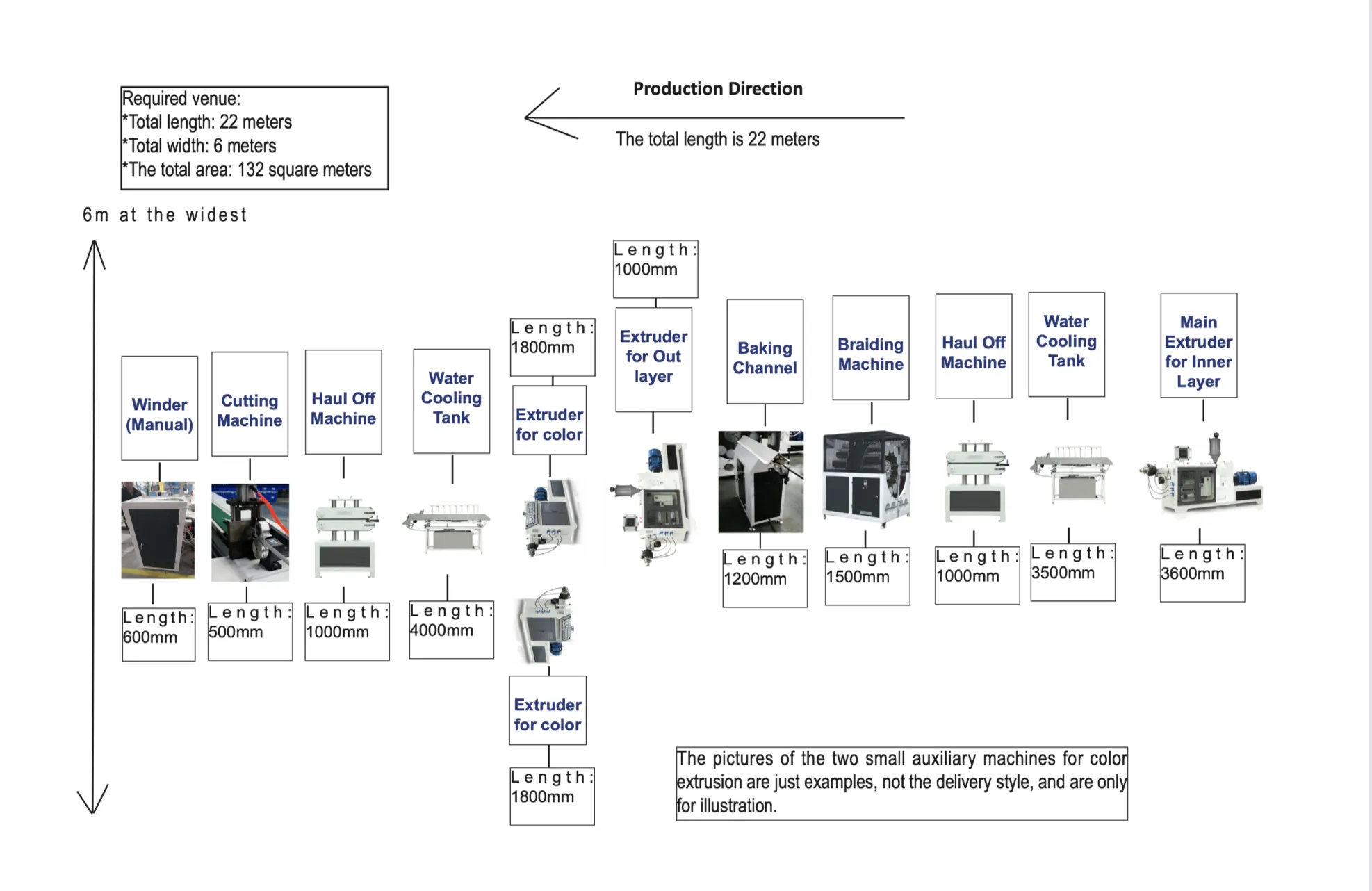
Эта линия экструзии шланга ПВХ армированного нитью может быть сконфигурирована для различных видов армированного нитью шланга ПВХ путём настройки диаметра шланга, толщины стенки, типа нити, плотности оплётки, ПВХ-компаунда и метода сбора. Типичные применения включают садовые шланги, заливные шланги для стиральных машин, шланги для подачи воды, шланги для лёгких промышленных задач и прозрачные или цветные армированные шланги.

Шланг ПВХ армированный нитью
Конфигурация для гибкого шланга ПВХ армированного нитью с внутренним слоем ПВХ, армированием полиэстеровой или нейлоновой нитью и наружным покрытием ПВХ. Настройка линии подбирается по размеру шланга, плотности оплётки, покрытию поверхности и требованиям к прочности на давление.

Садовый шланг ПВХ
Для производства садового шланга ПВХ в прозрачном, цветном или полосатом исполнении. Размер шланга, толщина стенки, плотность оплётки и опциональная оснастка для маркировочной полосы подбираются по рабочему давлению и требованиям рынка.

Заливной шланг для стиральной машины и водяной шланг
Для проектов заливного шланга для стиральной машины и армированного водяного шланга, требующих стабильного диаметра, гладкой наружной поверхности и контролируемой плотности оплётки. Резка или намотка настраивается под формат готового шланга заказчика.

Армированный шланг для лёгких промышленных задач
Для водоснабжения в цеху, подачи воздуха и применений армированного шланга для лёгких промышленных задач. Конфигурация линии подбирается по размеру шланга, нитяному армированию, целевому давлению, требованиям к гибкости и методу сбора.