Types de tuyaux en PVC tressé produits sur cette ligne
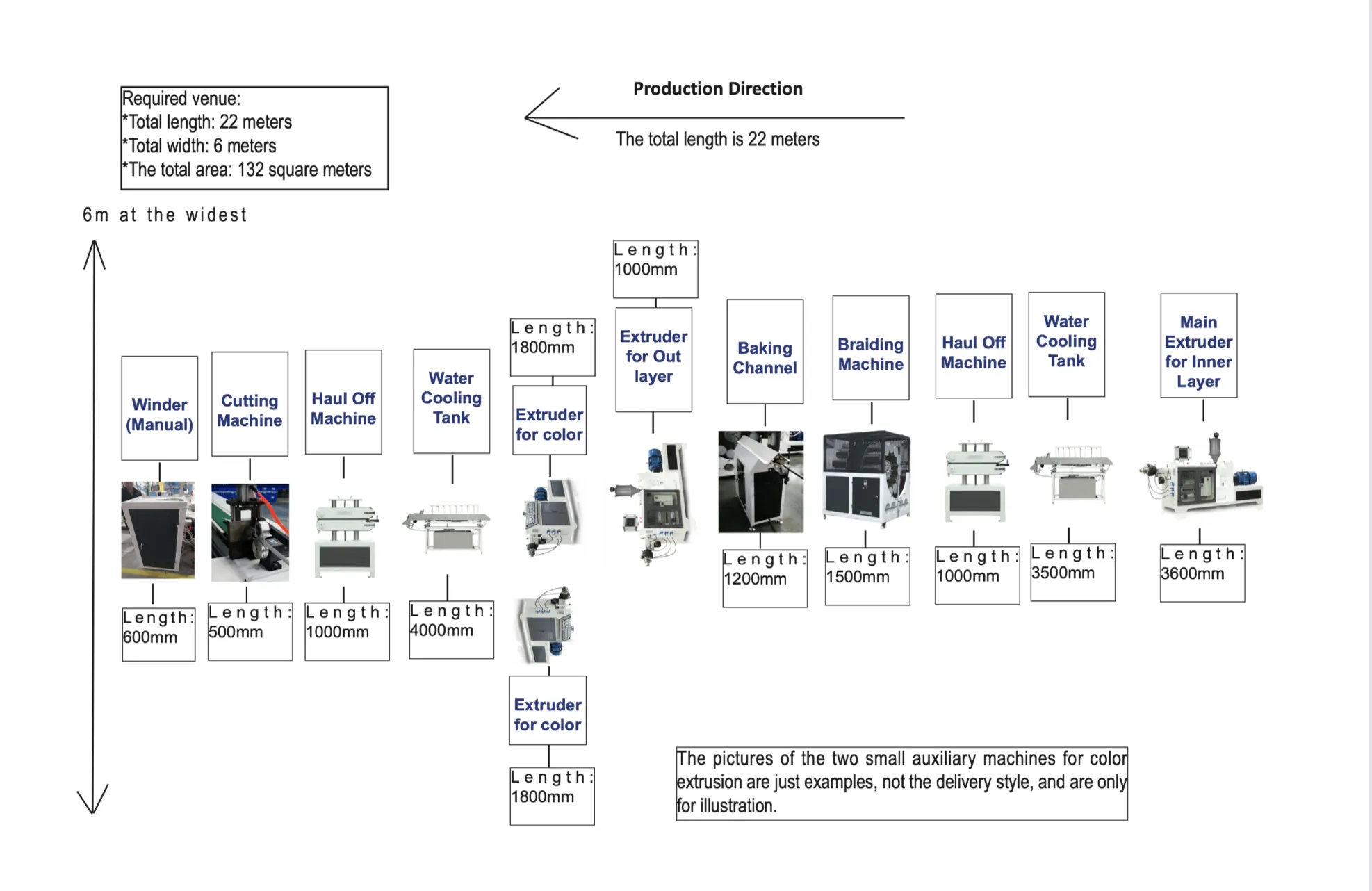
Cette ligne d'extrusion de tuyau en PVC tressé peut être configurée pour différents produits de tuyau en PVC renforcé de fibres en ajustant le diamètre du tuyau, l'épaisseur de paroi, le type de fil, la densité du tressage, le compound PVC et la méthode de collectage. Les applications typiques incluent les tuyaux d'arrosage (tuyaux de jardin), les tuyaux d'arrivée d'eau de machine à laver, les tuyaux de distribution d'eau, les tuyaux industriels légers et les tuyaux tressés transparents ou colorés.

Tuyau en PVC renforcé de fibres
Configurée pour le tuyau en PVC flexible renforcé de fibres avec une couche intérieure en PVC, un renforcement en fil de polyester ou de nylon et un revêtement extérieur en PVC. La configuration de la ligne est choisie selon la taille du tuyau, la densité du tressage, la couverture de surface et les exigences de résistance à la pression.

Tuyau d'arrosage en PVC
Pour la production de tuyau d'arrosage en PVC en versions transparente, colorée ou rayée. La taille du tuyau, l'épaisseur de paroi, la densité du tressage et l'outillage de liseré de couleur en option sont choisis selon la pression de service et les exigences du marché.

Tuyau d'arrivée d'eau de machine à laver et tuyau d'eau
Pour les projets de tuyau d'arrivée d'eau de machine à laver et de tuyau d'eau renforcé exigeant un diamètre stable, une surface extérieure lisse et une couverture de tressage maîtrisée. La coupe ou l'enroulement est configuré selon le format de tuyau fini de l'acheteur.

Tuyau industriel léger renforcé
Pour l'eau d'atelier, le transfert d'air et les applications de tuyau industriel léger renforcé. La configuration de la ligne est adaptée à la taille du tuyau, au renforcement en fil, à l'objectif de pression, à l'exigence de flexibilité et à la méthode de collectage.