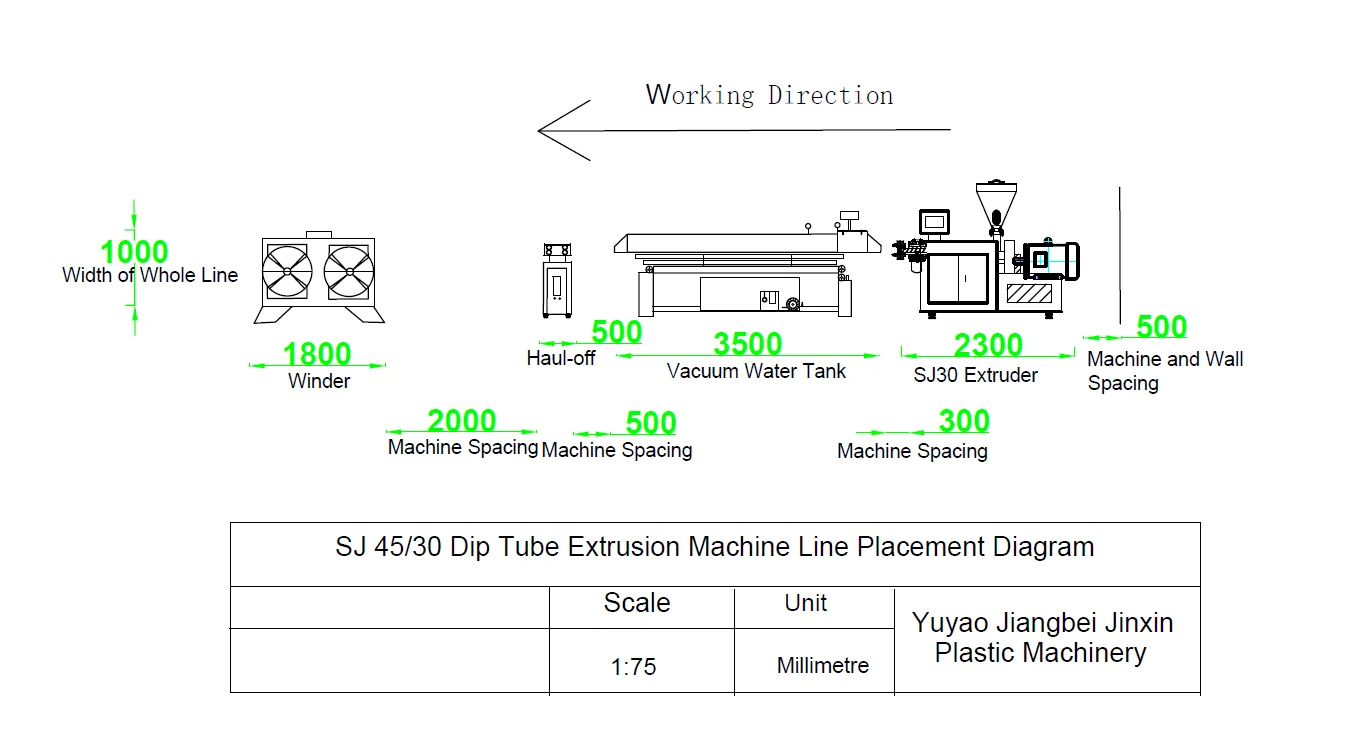
A dip tube extrusion line is a complete single screw production system for making narrow PE (incl. LDPE) or PP tubes used inside aerosol valves, lotion pumps, perfume pumps and trigger sprayers.
A Jinxin turnkey line includes the extruder, die head, vacuum calibration tank, cooling and air-knife drying, haul-off, servo cutting or winding, control system, tooling and factory test run. Jinxin supplies the extrusion line, not finished dip tubes.
PE (incl. LDPE) / PP3-10mm typical application range+/-0.05mm OD targetIn-line final cut shapes