
Plastic extrusion is a continuous manufacturing process used to produce high-volume products such as pipes, tubes, profiles, sheet, film and coated wire or cable. In simple terms, plastic is melted, pushed through a shaped die, and cooled into a consistent cross-section.
If you are researching extrusion for the first time, especially from a sourcing or procurement angle, the real question is usually consistency: Can the process hold dimensions and surface quality over long runs without constant adjustments? This guide explains what plastic extrusion is, how the process works step by step, and what variables usually matter when evaluating feasibility.
Quick Summary
- Definition: Plastic extrusion is a continuous process that melts thermoplastic material and forces it through a die to create a continuous profile with a consistent cross-section.
- Common outputs: Pipe, tube, profile, sheet, film, cable jacketing and other continuous industrial shapes.
- What drives stability: In practice, consistency is influenced by melt temperature history, pressure behavior, cooling consistency and line speed synchronization.
- Why buyers care: Better stability typically means lower scrap, more repeatable dimensions and a smoother production ramp-up.
What Is Plastic Extrusion?
Plastic extrusion is a manufacturing process that converts thermoplastic resin, usually pellets and sometimes powder or blends, into a continuous product by melting it in an extruder and pushing the melt through a shaped die. The extrudate is then cooled, pulled at a controlled speed, and cut or wound into finished form.
Extrusion vs. Injection Molding
- Extrusion: Continuous output for products with a constant cross-section, such as pipes, tubes, profiles, sheet and film.
- Injection molding: Cyclic output for discrete 3D parts, such as caps, housings and complex components.
| Feature | Plastic Extrusion | Injection Molding |
|---|---|---|
| Process type | Continuous | Batch |
| Product shape | Uniform cross-section | Complex 3D shapes |
| Production volume | High-volume, continuous runs | Individual parts in batches |
| Tooling costs | Lower die costs | Higher mold costs |
| Material waste | Minimal waste | Runners and gates create waste |
| Typical products | Pipes, profiles, sheets, films | Containers, parts, housings |
| Precision control | Critical for dimensional stability | Critical for part detail |
How the Plastic Extrusion Process Works Step by Step
This section focuses on plastic extrusion as a process: what happens to the material during melting, die shaping and cooling.
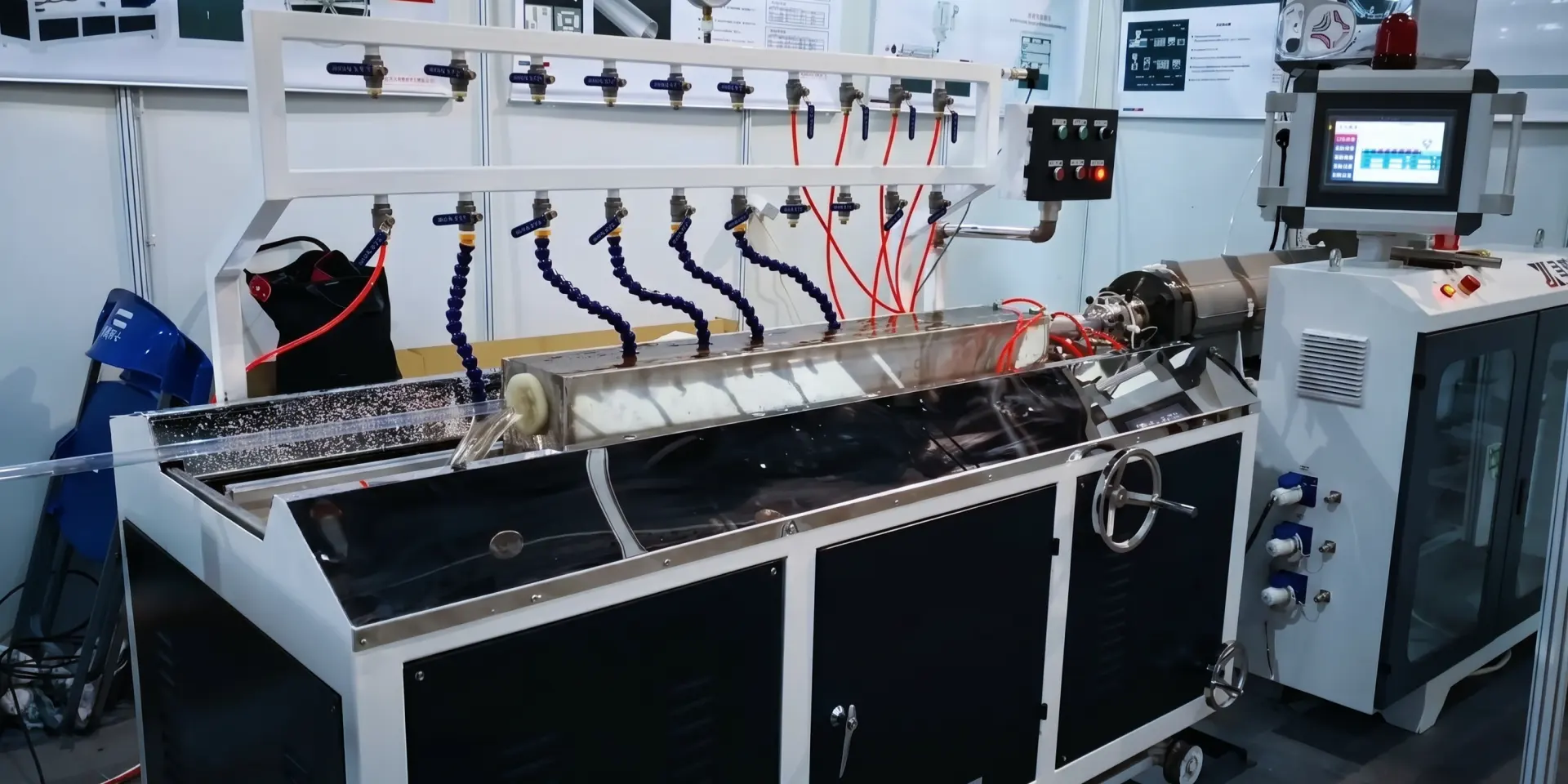
A plastic extrusion line is the equipment setup: extruder, die, cooling or sizing system, haul-off, cutting or winding. If you are comparing line configurations, footprint or quotation scope, start with the full plastic extrusion line category.
Step 1: Feeding
The process starts at the hopper. Material is introduced into the extruder, and the goal is steady, repeatable feeding. When feeding is inconsistent, for example from bridging, contamination or poor material handling, the rest of the process often becomes harder to stabilize.
From a buyer’s perspective, this can show up as unstable output, frequent adjustments and more startup scrap, even if the extruder itself is capable.

Step 2: Melting and Conveying
Inside the barrel, a rotating screw conveys the material forward while heating and mixing it. Melting occurs through a combination of barrel heating and mechanical energy generated as the screw rotates. In practice, the goal is not only “fully melted”, but uniform enough in temperature and mixing consistency to reduce downstream variation.
A useful mental model is that the screw is doing several jobs at once: transporting solids, melting, mixing and building pressure. If any of these functions becomes unstable, it often appears later as surface defects or dimensional drift.
Before the melt reaches the die, it may pass through a breaker plate and screen changer to intercept solid contaminants and unmelted particles.
Step 3: Die Shaping
The die is the bridge between the machine and the product. In practice, it does two jobs:
- Shaping: It transforms the melt from the extruder bore into the target cross-section, such as a pipe annulus, profile or sheet.
- Flow resistance: By restricting flow, the die creates resistance that helps stabilize melt delivery and supports more consistent melting and mixing upstream, together with proper screw design and temperature control.
A well-designed die also helps straighten and balance the flow so the melt exits evenly across the cross-section. When flow balance is poor, you may see flow lines, uneven thickness or unstable output.
The shape exiting the die is only the starting point. Final dimensions are set in the next steps.
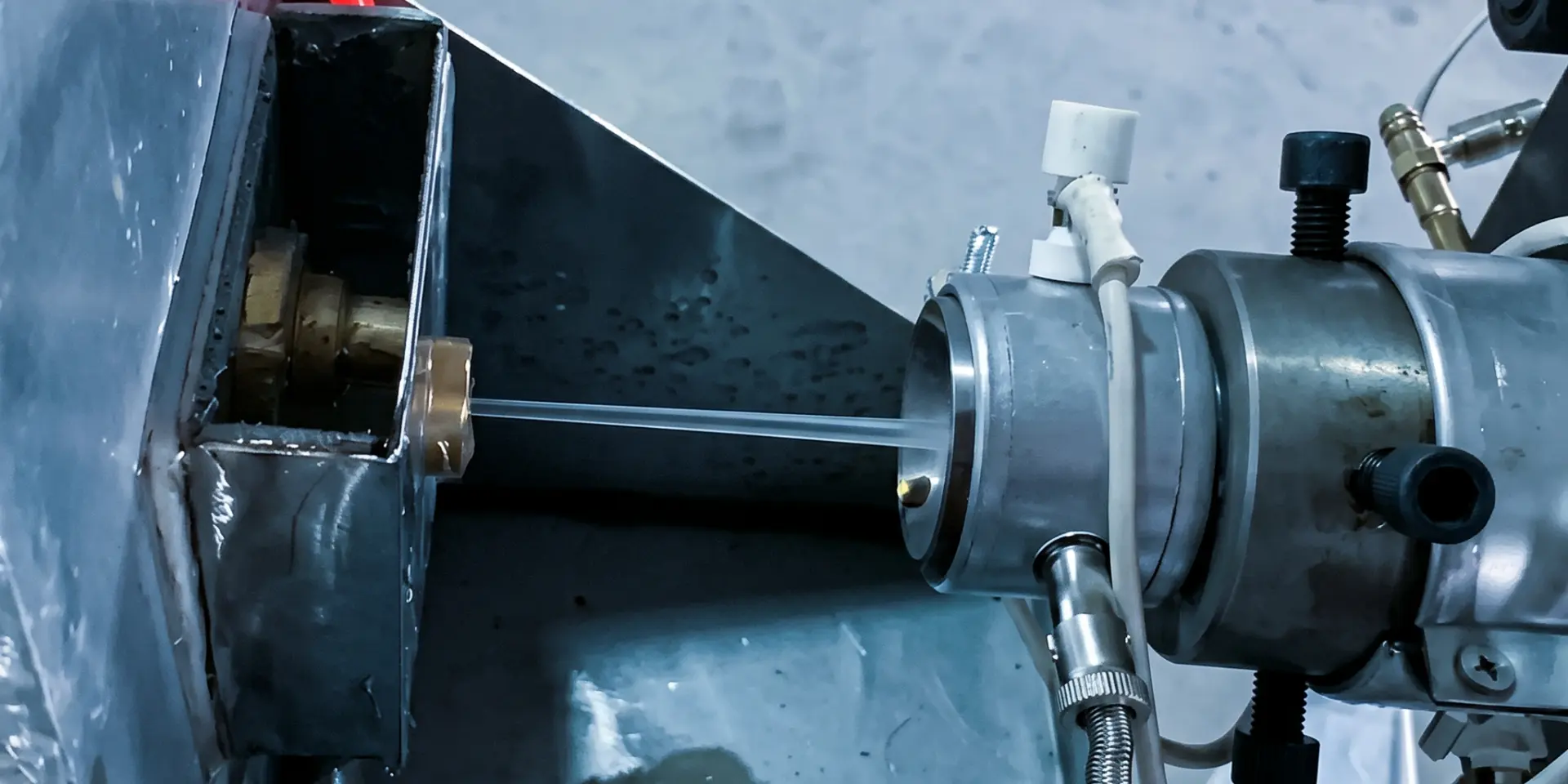
Step 4: Die Swell and Draw-Down
Even with a well-made die, the extrudate rarely keeps the exact die-exit shape. Several effects act in different directions:
- Die swell: Polymer melts can relax and expand after leaving the high-pressure die.
- Draw-down: In many products, the haul-off pulls faster than the melt exits the die, stretching the profile thinner or smaller.
- Thermal shrinkage: As the product cools, it typically shrinks further, depending on resin and cooling conditions.
Because of these combined effects, die tooling is often designed with compensation so the cooled product lands in the target dimension.
The practical takeaway: the die sets the cross-section concept, but final dimensions are commonly tuned through haul-off speed and cooling consistency, while monitoring dimensional checks and process trends.
Step 5: Cooling and Sizing
Cooling is where the shape becomes real. Depending on product type and rigidity, cooling may involve water bath cooling, air cooling, vacuum calibration or sizing tools. For many rigid tubes and pipes, vacuum sizing is commonly used to help control outer diameter and roundness. For other products, free cooling with controlled draw-down can be sufficient.
Cooling consistency matters because uneven cooling can contribute to ovality, warpage or internal stress, especially when line speed changes or water temperature and flow are unstable.

Step 6: Haul-Off and Finishing
The haul-off sets the line speed and influences draw-down. Cutting or winding turns continuous output into sellable lengths or rolls. When haul-off speed and extruder output are not well synchronized, you may see wall-thickness drift, unstable OD or inconsistent surface appearance.
From a buyer’s perspective, this is where the whole process matters: extrusion output, cooling performance and pulling stability all interact.

Core Variables That Control Stability
Melt Temperature History
Melt temperature is more than barrel setpoints. In practice, melt temperature can shift with screw speed, load, backpressure and material behavior. When melt temperature history changes, it can influence flow consistency, surface appearance and dimensional repeatability.
Pressure Behavior
Many teams track melt or die pressure trends as a practical indicator of stability, especially when diagnosing surging or output drift. Pressure behavior is often discussed in extrusion troubleshooting because it can correlate with changes in output consistency.
Line Speed Synchronization
Extrusion is continuous, but it is not “set and forget.” If puller speed changes without the melt supply and cooling keeping up, the product can stretch, thicken or drift. Over long runs, small speed instability can accumulate into measurable variation.
Common Plastic Extrusion Problems
| Defect | What you see | Likely process drivers | Practical first checks |
|---|---|---|---|
| Surging or thickness drift | Cyclic OD or wall variation | Inconsistent feeding, unstable pressure behavior, melt inconsistency | Check hopper and feeding stability; review pressure trend; stabilize melt conditions |
| Rough surface | Rough or matte texture | High shear at die exit, temperature imbalance | Reduce shear if possible; verify die temperature balance; check die land condition |
| Ovality | Tube or pipe is not round | Uneven cooling or sizing conditions | Balance cooling water; verify sizing conditions; check downstream alignment |
| Bubbles or voids | Pinholes or voids inside wall | Moisture, air or contamination, depending on material | Verify material handling and drying strategy; check for air entrainment |
| Discoloration or burn specks | Black dots or yellowing | Degradation, dead spots or contamination | Reduce residence time; clean die; check for stagnant zones and contamination sources |
A Brief Precision Example
Some applications are less forgiving: small fluctuations can become visible scrap. One example is PS-based transparent tube preforms used in certain lab consumable production, where appearance and consistency can be sensitive to unstable melt conditions and line speed drift.
This example is included only to illustrate a general principle: when consistency requirements tighten, teams typically rely more on stable melt conditions, disciplined line synchronization and repeatable cooling, regardless of resin category.
If You Are Sourcing an Extruder
Procurement teams usually get faster and more comparable quotations when they prepare:
- A product drawing or sample showing which dimensions and features matter most
- Resin basics, including pellet, powder, blend, fillers, plasticizers, masterbatch or regrind ratio
- Output target in kg/h or m/min and expected operating hours
- Quality priorities such as dimension repeatability, surface finish, ovality limits and scrap tolerance
- Downstream preferences such as cooling approach, puller type, cutting or winding
For a structured RFQ workflow, you can use the extrusion line quotation checklist before sending requirements.
Conclusion
What is plastic extrusion in real production terms? It is a continuous process where stability usually determines profitability: stable feeding, uniform melting, predictable pressure behavior, consistent cooling and synchronized haul-off.
If you are comparing suppliers or systems, it helps to evaluate how each approach supports stable runs, not only peak output.
Plastic Extrusion FAQ
What is plastic extrusion and how does it work?
Plastic extrusion is a continuous manufacturing process that melts thermoplastic resin, usually pellets, and pushes the melt through a shaped die to create products with a constant cross-section. The process involves feeding material into a heated barrel, melting and conveying it with a rotating screw, shaping the melt through a die, cooling the extrudate, and pulling it at a controlled speed before cutting or winding.
What is the difference between extrusion and injection molding?
Extrusion produces continuous output for products with uniform cross-sections, such as pipes, tubes, profiles and sheets, while injection molding creates discrete 3D parts in cycles, such as caps, housings and containers. Extrusion uses lower-cost dies and produces minimal waste, whereas injection molding requires higher-cost molds and generates runners or gates as waste.
What causes die swell in plastic extrusion?
Die swell occurs when polymer melt relaxes and expands after exiting the high-pressure die. This is a normal elastic recovery effect in polymer melts. To achieve target dimensions, die tooling is typically designed with compensation to account for die swell, draw-down from haul-off speed and thermal shrinkage during cooling.
What are the most common defects in plastic extrusion?
Common defects include surging or thickness drift from inconsistent feeding or melt instability, rough surface or sharkskin from high shear or temperature imbalance at the die exit, ovality from uneven cooling or sizing conditions, bubbles or voids from moisture, air entrainment or contamination, and discoloration or burn specks from degradation caused by excessive residence time or dead spots.
What should buyers prepare before sourcing an extrusion line?
To receive accurate quotations faster, prepare a product drawing or sample showing critical dimensions and features, resin specifications, output targets in kg/h or m/min, expected operating hours, quality priorities such as dimension repeatability and surface finish, and downstream preferences such as cooling approach, cutting or winding.
Further Reading
- Use Pressure Control to Minimize Process Variations in Single-Screw Extrusion
- How to Select the Right Tooling for Pipe Extrusion
Inquiry
Email Your Line Requirements
For an accurate quotation, include your target product, material, size range, expected output, factory voltage and any product drawing or sample requirements.